项目背景
该矿床属于中低温热液型金矿,矿石中金以微细粒包裹体形式赋存于黄铁矿和毒砂中,传统氰化浸出率不足70%。客户面临以下挑战:
- 金回收率低,资源浪费严重;
- 硫化物消耗大量氰化钠,药剂成本高;
- 含铜杂质干扰浸出过程,导致溶液稳定性差。

技术方案
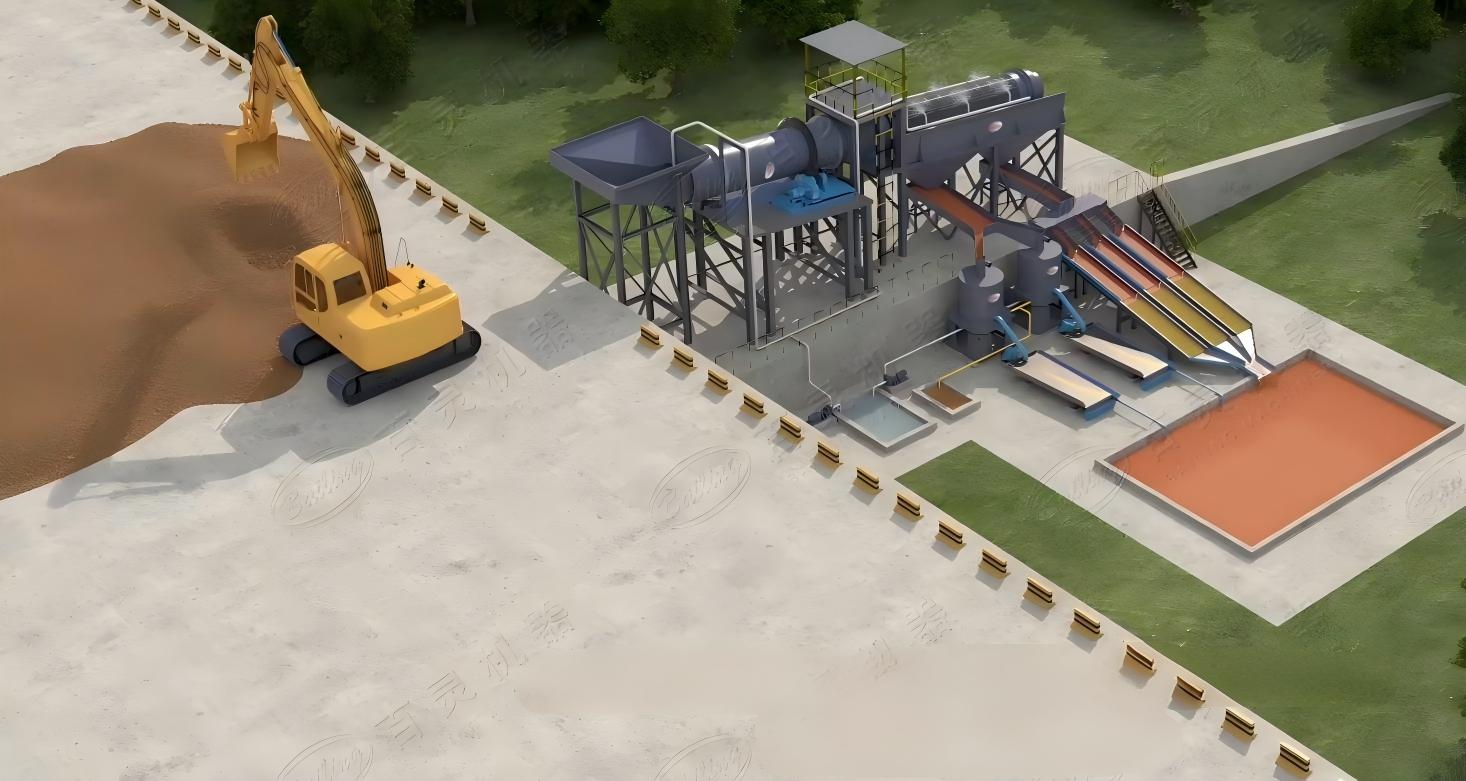
针对矿石特性,河南百灵机器设计“预氧化-CIL联合工艺”,核心流程如下:
破碎磨矿
- 两段闭路破碎至-25mm,球磨分级至细度-0.074mm占85%,确保金矿物充分解离。
预氧化处理
- 添加石灰(pH=10.5)调节矿浆碱性环境,抑制氰化物消耗;
- 引入双氧水(500g/t)作为氧化剂,破坏硫化物晶体结构,释放包裹金,预氧化时间4小时。
CIL浸出吸附
- 浸出条件:6级串联浸出槽,氰化钠浓度0.05%,活性炭密度15g/L,浸出时间48小时;
- 炭管理:采用高品质椰壳活性炭(碘值≥1000mg/g),每8小时进行炭逆流吸附,确保金高效加载;
- 溶液净化:通过铅盐沉淀法去除铜离子,维持浸出液中铜含量<50mg/L。
载金炭解吸与电解
- 载金炭经酸洗(5% HCl)去除表面杂质后,进入高温高压解吸柱(温度95℃,压力0.3MPa);
- 解吸液采用电积法回收金,电流密度300A/m²,产出金泥品位达92%。
实施效果
- 回收率显著提升:金浸出率从传统工艺的68%提高至93.2%,总回收率达91.5%;
- 成本优化:氰化钠单耗降低22%,吨矿药剂成本减少18%;
- 环保效益:通过溶液循环利用和铜离子回收,减少废液排放量30%。