项目背景
该矿床属于高温变质型晶质石墨矿,石墨晶体呈鳞片状,但与云母、石英、长石等脉石矿物紧密共生,部分鳞片被黏土矿物包裹。客户面临以下核心问题:
- 大鳞片保护难:传统磨矿工艺易破坏石墨鳞片结构,导致+50目(0.3mm)大鳞片产率不足30%;
- 脉石分离效率低:云母与石墨可浮性相近,精矿固定碳含量仅88%,无法满足锂离子电池负极材料要求(≥99.5%);
- 细粒级损失大:-200目(0.074mm)细粒石墨回收率不足60%,资源利用率低。
矿石特性分析
| 成分 | 固定碳 | SiO₂ | Al₂O₃ | K₂O+Na₂O | Fe₂O₃ |
| 含量(%) | 8.2 | 12.5 | 8.3 | 4.6 | 2.1 |
| 鳞片片径 | 0.5~2mm(65%) | 脉石主要成分 | 云母主要成分 | 碱性氧化物干扰浮选 | 微量存在 |
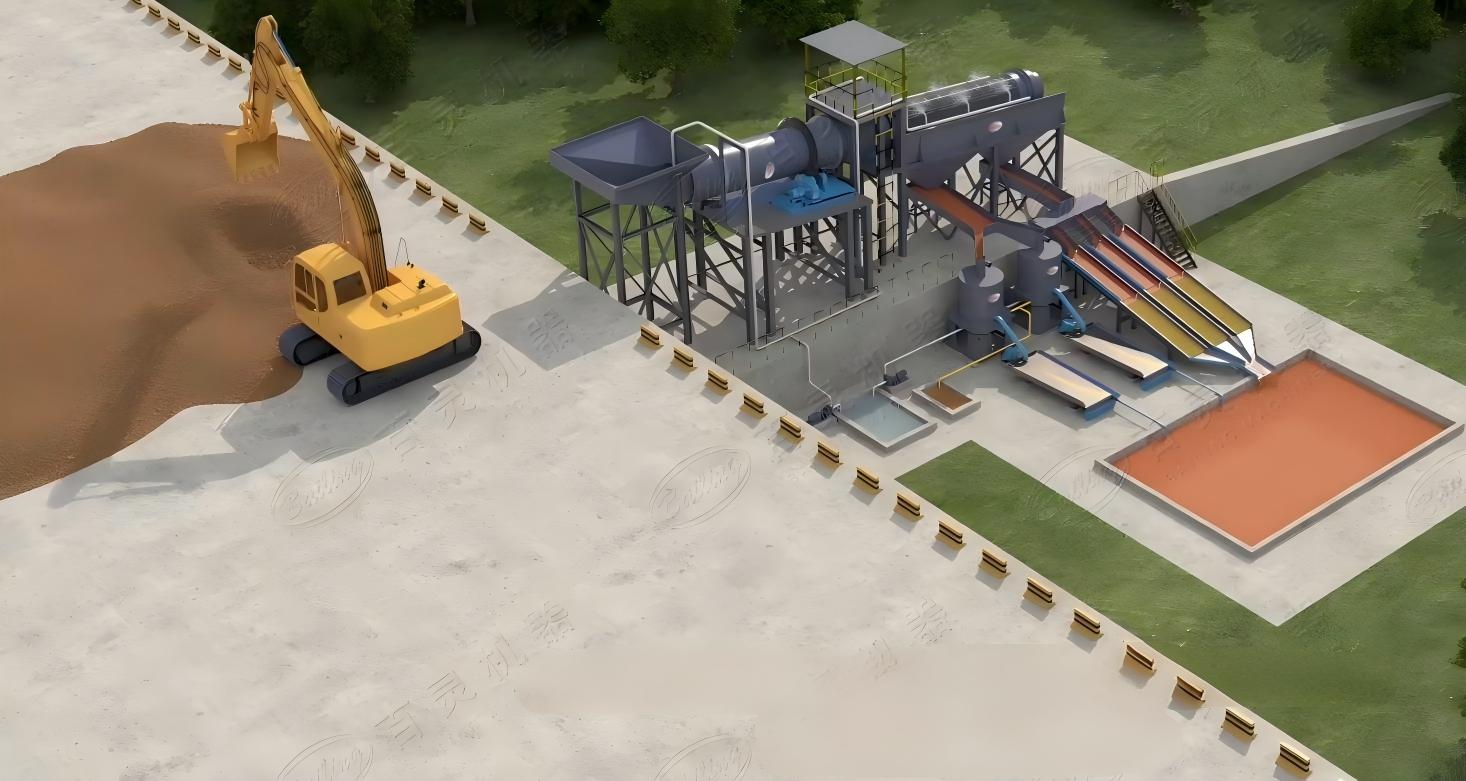
工艺流程设计
针对矿石特性,采用“阶段保护磨矿—多段浮选—大鳞片分级—化学提纯”联合工艺,核心流程如下:
粗碎与预筛分
- 采用颚式破碎机将矿石破碎至-50mm,通过振动筛分离出+20mm粗粒(产率15%)直接丢弃(固定碳含量<3%),减少后续处理量。
阶段保护磨矿
- 一段磨矿:使用棒磨机(钢棒直径60~80mm)将矿石磨至-1mm,控制过粉碎率<20%,保护大鳞片结构;
- 二段磨矿:采用立式螺旋搅拌磨(介质为φ6mm氧化铝陶瓷球),将-1mm物料细磨至-0.074mm占65%,确保石墨单体解离。
多段浮选提纯
- 粗选:以柴油(300g/t)为捕收剂,2号油(20g/t)为起泡剂,添加水玻璃(500g/t)抑制硅酸盐矿物,获得粗精矿(固定碳含量15.2%);
- 精选:采用“一粗三精”流程,每段精选添加石灰(pH=9.5)抑制云母,最终精矿固定碳含量达94.5%;
- 扫选:中矿返回粗选循环,尾矿经再磨后进行二次浮选,提高回收率。
大鳞片分级与保护
- 使用湿式振动筛将浮选精矿分为+50目(0.3mm)、-50~+100目(0.15~0.3mm)、-100目(<0.15mm)三个粒级;
- 对+50目大鳞片采用低温(150℃)空气干燥,避免高温烘干导致鳞片脆裂。
化学提纯(可选)
- 对电池级石墨需求,采用氢氟酸(5%)+盐酸(10%)混合酸浸工艺,温度60℃,时间3小时,去除硅、铁等杂质,产出固定碳含量≥99.8%的超纯石墨。
技术创新点
鳞片保护磨矿技术
- 棒磨机+陶瓷球搅拌磨组合,减少过粉碎,+50目大鳞片产率从传统工艺的28%提升至42%。
云母靶向抑制
- 开发“石灰-硫酸亚铁”复合抑制剂,在pH=9.5条件下选择性抑制云母,减少对石墨的抑制作用。
低温干燥工艺
- 采用空气循环干燥系统,避免高温导致鳞片结构破坏,成品振实密度达1.02g/cm³(行业平均0.85g/cm³)。
资源综合利用
- 尾矿经磁选回收铁矿物(Fe品位45%),浮选回收云母(K₂O含量12%),实现无废排放。
实施效果
经济效益:
• 大鳞片石墨价格较普通石墨高30%,项目年增收超2000万元;
• 化学提纯成本较传统高温碱熔法降低40%。
指标显著提升:
• 石墨精矿固定碳含量从88%提升至94.5%(酸浸后达99.8%);
• +50目大鳞片产率提高14个百分点,细粒级(-200目)回收率从60%提升至78%;