项目背景
该矿床属于浅成低温热液型金矿的风化产物,金主要以游离态或细粒包裹体形式赋存于氧化铁矿物(如褐铁矿)和黏土矿物中,部分金被有机碳吸附(“劫金”现象)。客户面临以下核心问题:
- 传统工艺成本高:氰化浸出需细磨至-0.074mm占90%,电耗及药剂成本占运营成本的60%;
- “劫金”效应显著:矿石中有机碳导致金浸出率不足50%;
- 环保压力大:氰化尾液处理成本高,且当地水资源匮乏。

矿石特性分析
| 成分 | Au(g/t) | S(%) | C(%) | Fe₂O₃(%) | SiO₂(%) |
| 含量 | 1.8 | 0.2 | 0.1 | 35.2 | 48.6 |
| 金赋存状态 | 游离态(60%) | 微量存在 | 有机碳吸附(15%) | 褐铁矿主要成分 | 黏土矿物胶结物 |
| 粒度分布 | -10mm占85% |
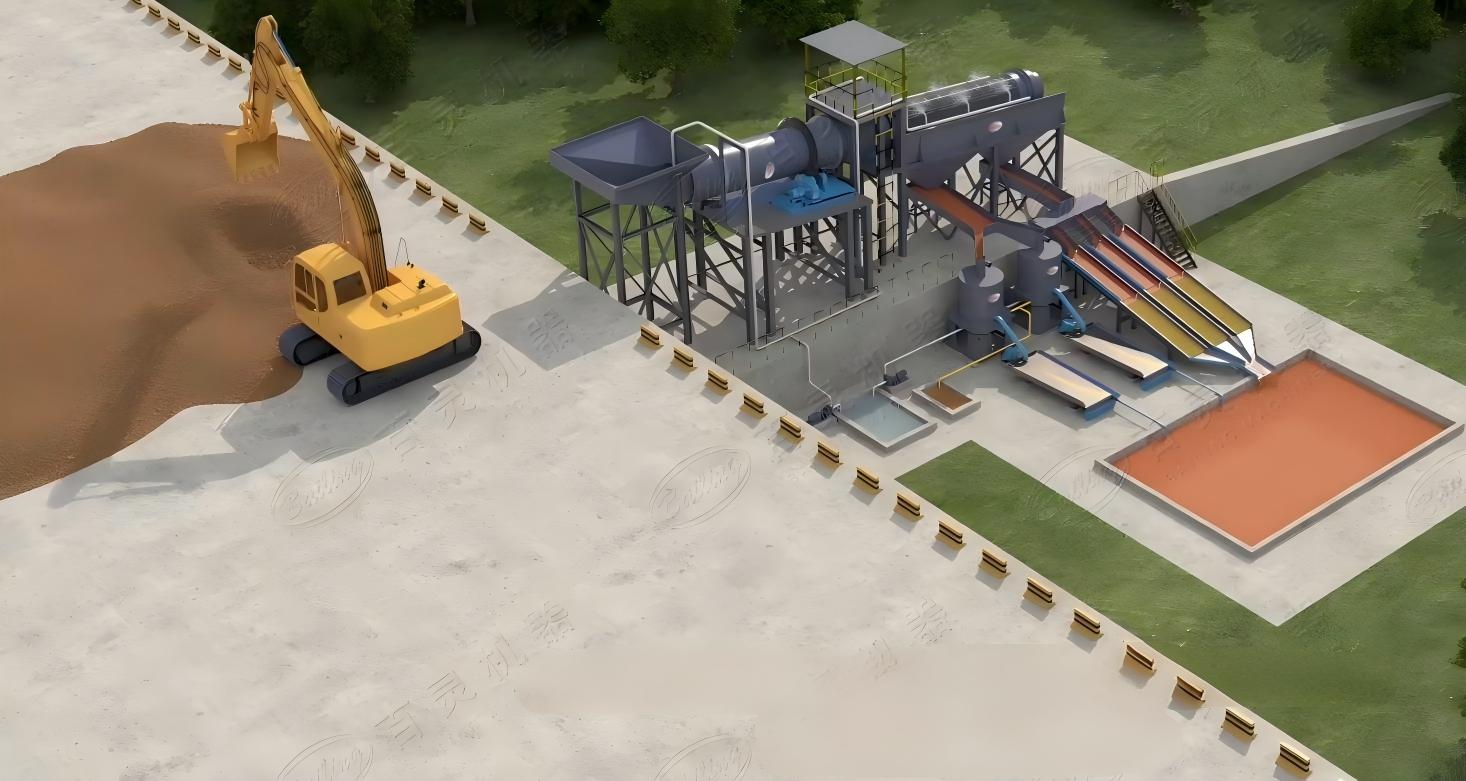
工艺流程设计
针对矿石特性,采用“低成本破碎—预处理脱碳—筑堆喷淋—环保尾液处理”联合工艺,核心流程如下:
低成本破碎与筛分
- 采用颚式破碎机+圆锥破碎机,将矿石破碎至-10mm(无需细磨),通过振动筛分离出+10mm粗粒(产率5%)直接丢弃(Au品位<0.5g/t);
- 破碎能耗较传统磨矿工艺降低70%。
预处理脱碳(关键创新)
- 焙烧脱碳:对-10mm矿石进行低温焙烧(350℃,20分钟),使有机碳氧化为CO₂,消除“劫金”效应;
- 水洗除尘:焙烧后矿石经喷淋水洗,去除粉尘及可溶性杂质,同时回收部分热量用于预热喷淋水。
筑堆与喷淋浸出
- 筑堆:将脱碳后的矿石按梯形堆筑(底宽50m,顶宽15m,高8m),坡度1:1.5,铺设HDPE防渗膜及渗滤管;
- 喷淋系统:采用高压喷雾装置,喷淋强度控制在8L/(m²·h),喷淋液为0.3‰氰化钠(NaCN)溶液,pH=10.5;
- 浸出周期:持续喷淋60天,每日监测浸出液金浓度,当浓度降至0.01mg/L时停止喷淋。
贵液回收与尾液处理
- 贵液收集:通过渗滤管收集浸出液,经活性炭吸附柱(椰壳炭)吸附金,饱和炭送解吸电解系统;
- 解吸电解:采用高温高压解吸(130℃,0.3MPa),电解产出金泥(Au品位≥60%);
- 尾液处理:浸出尾液经双氧水氧化破氰(pH=11,反应时间2小时),检测氰根(CN⁻)浓度<0.1mg/L后循环利用,水耗降低80%。
技术创新点
低温焙烧脱碳技术
- 350℃低温焙烧选择性氧化有机碳,避免金矿物氧化损失,同时减少能源消耗(较高温焙烧节能40%)。
梯形堆筑优化
- 通过梯形设计增加堆体稳定性,配合渗滤管分层布置,提高溶液渗透均匀性,浸出率提升12%。
闭环尾液系统
- 破氰尾液经离子交换树脂深度处理后循环喷淋,实现水资源零排放,年节水成本超200万元。
低成本药剂体系
- 采用“氰化钠+石灰”低成本浸出剂,替代传统“氰化钠+铅盐”组合,药剂成本降低35%。
实施效果
环保效益: • 氰化尾液循环利用率95%,年减少废水排放18万吨; • 焙烧烟气经布袋除尘+石灰石湿法脱硫后达标排放,SO₂排放浓度<50mg/m³。
指标显著提升: • 金浸出率从传统工艺的48%提升至82%,总回收率达79%; • 单位成本从120元/克金降至65元/克金,降幅46%。