项目背景
该矿床属于典型的多金属硫化物型金矿,金主要以微细粒包裹体形式存在于黄铁矿(占硫矿物85%)和毒砂(As₂S₂,占15%)中,部分金呈游离态赋存于脉石裂隙中。客户面临以下核心问题:
- 金回收率低:传统氰化浸出工艺因砷矿物干扰,浸出率仅65%;
- 砷抑制困难:毒砂与黄铁矿可浮性相近,精矿含砷超标(As>0.5%),影响后续冶炼;
- 细粒金损失大:-38μm粒级金占总量的40%,传统浮选回收率不足50%。

矿石特性分析
| 成分 | Au(g/t) | As(%) | S(%) | Fe(%) | SiO₂(%) |
| 含量 | 2.1 | 0.8 | 12.5 | 18.3 | 45.2 |
| 金赋存状态 | 黄铁矿包裹体(60%) | 毒砂主要成分 | 黄铁矿主要成分 | 脉石胶结物 | 脉石主要成分 |
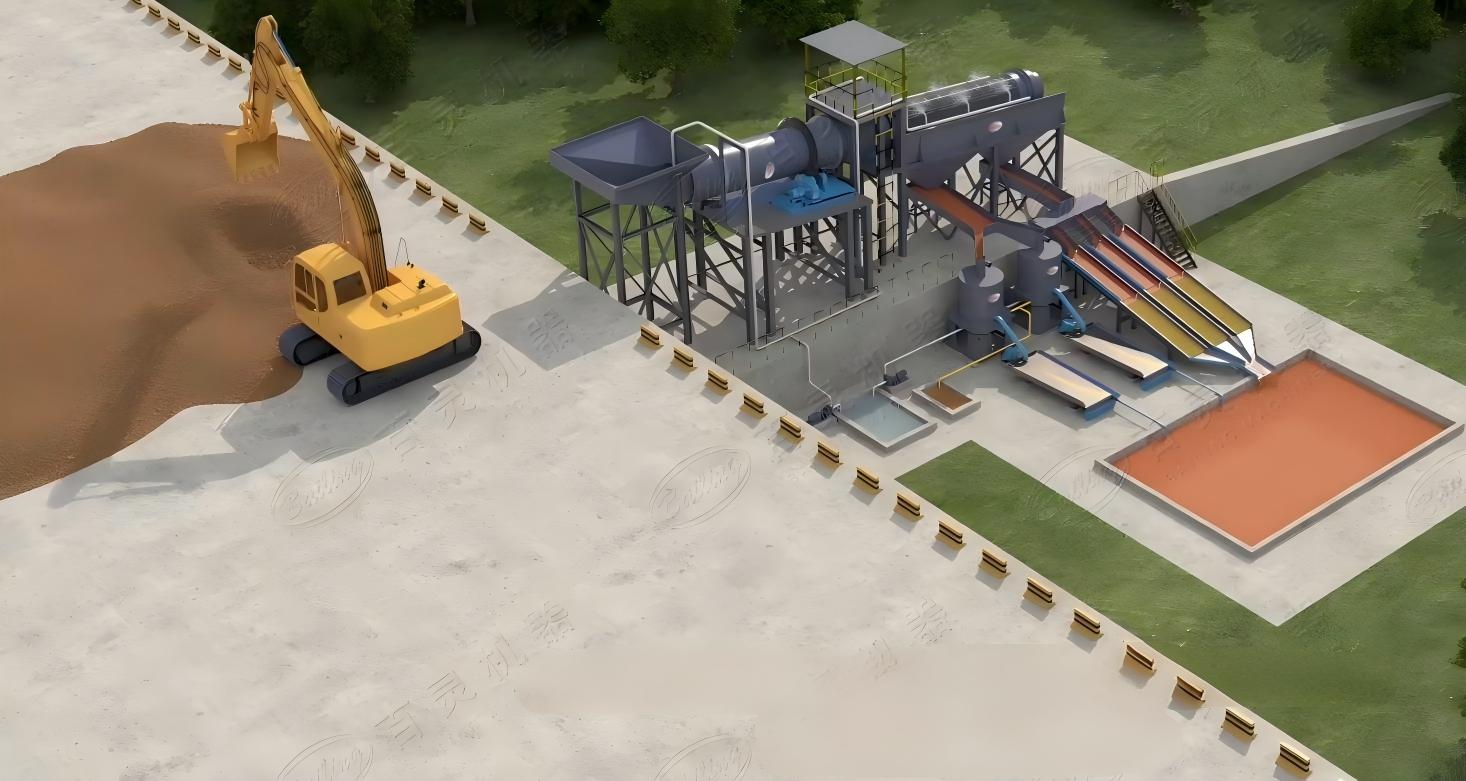
工艺流程设计
针对矿石特性,采用“阶段磨矿—砷黄铁矿分离—金优先浮选—细粒金载体回收”联合工艺,核心流程如下:
两段闭路磨矿与分级
- 一段采用颚式破碎机+圆锥破碎机,破碎至-15mm;
- 二段球磨机与水力旋流器构成闭路,控制磨矿细度-0.074mm占75%,确保金矿物充分解离;
- 通过高频细筛分离出-38μm细泥(产率20%),单独处理以减少对主流程的干扰。
砷黄铁矿分离预处理
- 氧化焙烧:对磨矿产品进行低温焙烧(450℃,30分钟),使毒砂表面生成亲水性的FeAsO₄,降低其可浮性;
- 磁选除铁:采用弱磁选(0.1T)预先回收部分磁性铁矿物(Fe品位52%),减少后续浮选药剂消耗。
金优先浮选
- 调浆:添加石灰(pH=10.5)和硝酸铅(150g/t)活化黄铁矿中的金;
- 抑制剂:采用组合抑制剂(石灰:亚硫酸钠=2:1,总用量1000g/t)抑制毒砂;
- 捕收剂:使用丁基黄药(80g/t)+ 乙硫氮(40g/t)混合捕收剂,提高金的选择性回收;
- 起泡剂:添加2号油(25g/t),经一粗两精两扫流程获得金粗精矿(Au品位8.5g/t,回收率78.2%)。
细粒金载体回收
- 对-38μm细泥采用“载体浮选”技术:
- 添加5%粗粒黄铁矿(粒度0.1~0.5mm)作为载体;
- 使用柴油(200g/t)作为疏水剂,使细粒金附着于载体表面;
- 通过浮选回收载体-金复合体,最终细粒金回收率提升至65%。
精矿合并与冶炼
- 合并金粗精矿与细粒金载体精矿,经浓缩过滤后得到最终金精矿(Au品位12.3g/t,回收率85.6%);
- 精矿含砷量降至0.3%,符合冶炼厂入炉标准(As<0.5%)。
技术创新点
低温焙烧-磁选预处理
- 通过450℃低温焙烧选择性氧化毒砂,配合弱磁选提前分离铁矿物,减少后续浮选药剂用量30%。
载体浮选技术
- 利用粗粒黄铁矿作为载体回收微细粒金,解决传统浮选对-38μm金回收率低的问题。
组合抑制剂开发
- 石灰与亚硫酸钠协同作用,在pH=10.5条件下实现毒砂高效抑制,同时减少对黄铁矿的抑制。
资源综合利用
- 尾矿经氰化浸出回收残留金(浸出率12%),最终总回收率达92.3%;
- 磁选尾矿用于生产建筑砂,实现无废排放。
实施效果
经济效益: • 年增收黄金约120kg(按当前金价计算超5000万元); • 药剂成本降低25%,电耗降低18%。
指标显著提升: • 金总回收率从传统工艺的65%提升至85.6%; • 精矿含砷量从1.2%降至0.3%,满足冶炼要求;