项目背景
该矿床位于热带雨林气候区,河流含泥量高(达20%),金粒细微(-0.074mm粒级占比40%),传统溜槽系统回收率不足50%,且设备易因泥团堵塞导致停机。客户面临以下核心问题:
- 微细金回收率低:传统工艺对细粒金捕获能力不足;
- 泥沙分离效率差:高黏土矿物包裹金粒,影响分选精度;
- 设备稳定性不足:湿热环境导致设备易腐蚀,故障率高。
矿床特征分析
| 参数 | 数值 | 特征说明 |
| 金品位 | 1.5g/m³ | 属中品位砂金矿 |
| 金粒度分布 | -0.074mm占40%,0.074~0.5mm占50%,>0.5mm占10% | 微细粒金占比高 |
| 含泥量 | 20% | 高黏土矿物影响分选效率 |
| 水温 | 常年25~30℃ | 湿热环境加速设备腐蚀 |
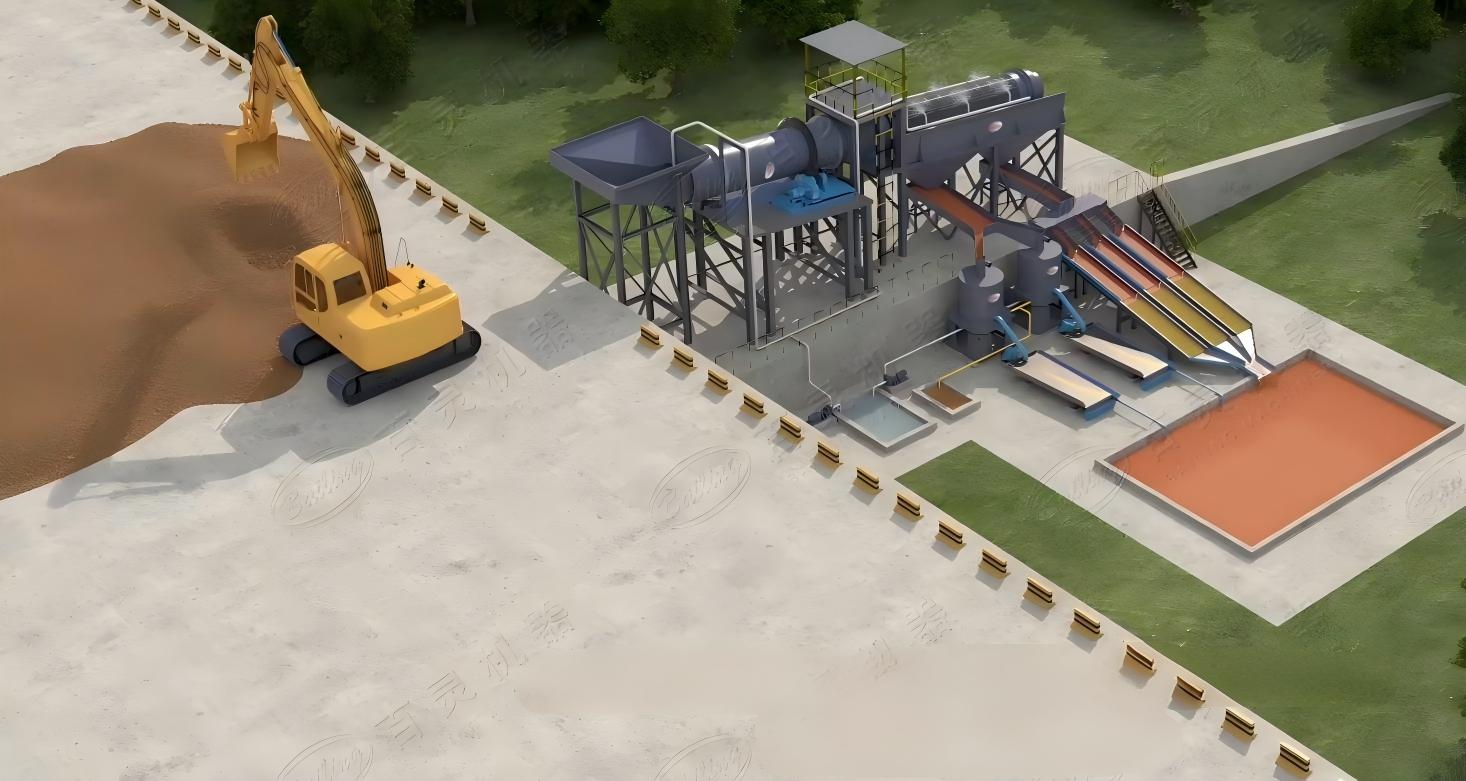
选矿工艺设计
针对矿床特征,采用“多级筛分—高效脱泥—粗选跳汰—精选摇床”联合工艺,核心流程如下:
预处理筛分与脱泥
- 滚筒筛:通过旋转运动与高压水冲洗,去除+10mm大块砾石(产率5%,金品位<0.3g/m³);
- 脱泥斗:利用重力沉降原理,分离-0.074mm黏土(脱泥效率达95%),避免泥团包裹金粒。
粗选阶段(跳汰机)
- 采用双室隔膜跳汰机,通过脉动水流(冲程15mm,冲次180次/分钟)实现金与中粗粒砂的高效分离;
- 跳汰精矿(金品位4.2g/m³)进入精选,尾矿(金品位0.4g/m³)经扫选后丢弃。
精选阶段(摇床)
- 6-S型摇床:利用床面不对称往复运动(冲程12mm,冲次220次/分钟)与横向水流,对跳汰精矿进行再富集;
- 最终精矿金品位提升至8.5g/m³,回收率达88%。
设备防腐与适应性改造
- 耐候钢机身:跳汰机与摇床采用耐候钢(抗拉强度≥450MPa),表面涂覆环氧树脂防腐层,适应湿热环境;
- 模块化设计:设备采用集成化模块,便于快速拆装转移,减少雨季停工时间。
技术创新点
多级筛分与脱泥组合工艺
- 通过滚筒筛+脱泥斗实现泥沙分离效率95%以上,解除泥团对金粒的包裹,为后续分选创造条件。
双室隔膜跳汰机
- 针对微细粒金,优化脉动水流参数(冲程15mm,冲次180次/分钟),回收率较传统跳汰机提升15%。
6-S型摇床精选
- 通过床面运动轨迹优化(纵向冲程12mm,横向水流量2.5L/min),实现金与脉石的高效分离,精矿品位提升40%。
湿热环境适应性设计
- 设备采用耐候钢与防腐涂层,故障率降低60%,年维护成本减少45%。
实施效果
经济效益: • 年增收黄金约50kg(按当前金价计算超250万美元); • 设备连续运行时长从平均120小时提升至720小时,减少非计划停机损失。
技术指标: • 金总回收率从传统工艺的50%提升至88%; • 精矿品位从3.5g/m³提高至8.5g/m³,富集比达2.4。