项目背景
该矿床属于中高温热液型金矿,金矿物以微细粒形式嵌布于毒砂和黄铁矿中,传统氰化浸出率不足60%。客户面临以下核心问题:
- 砷硫化物包裹导致金难以解吸,资源利用率低;
- 高硫含量加速氰化钠消耗,运营成本高昂;
- 浸出周期长(传统工艺>72小时),生产效率受限。

技术方案
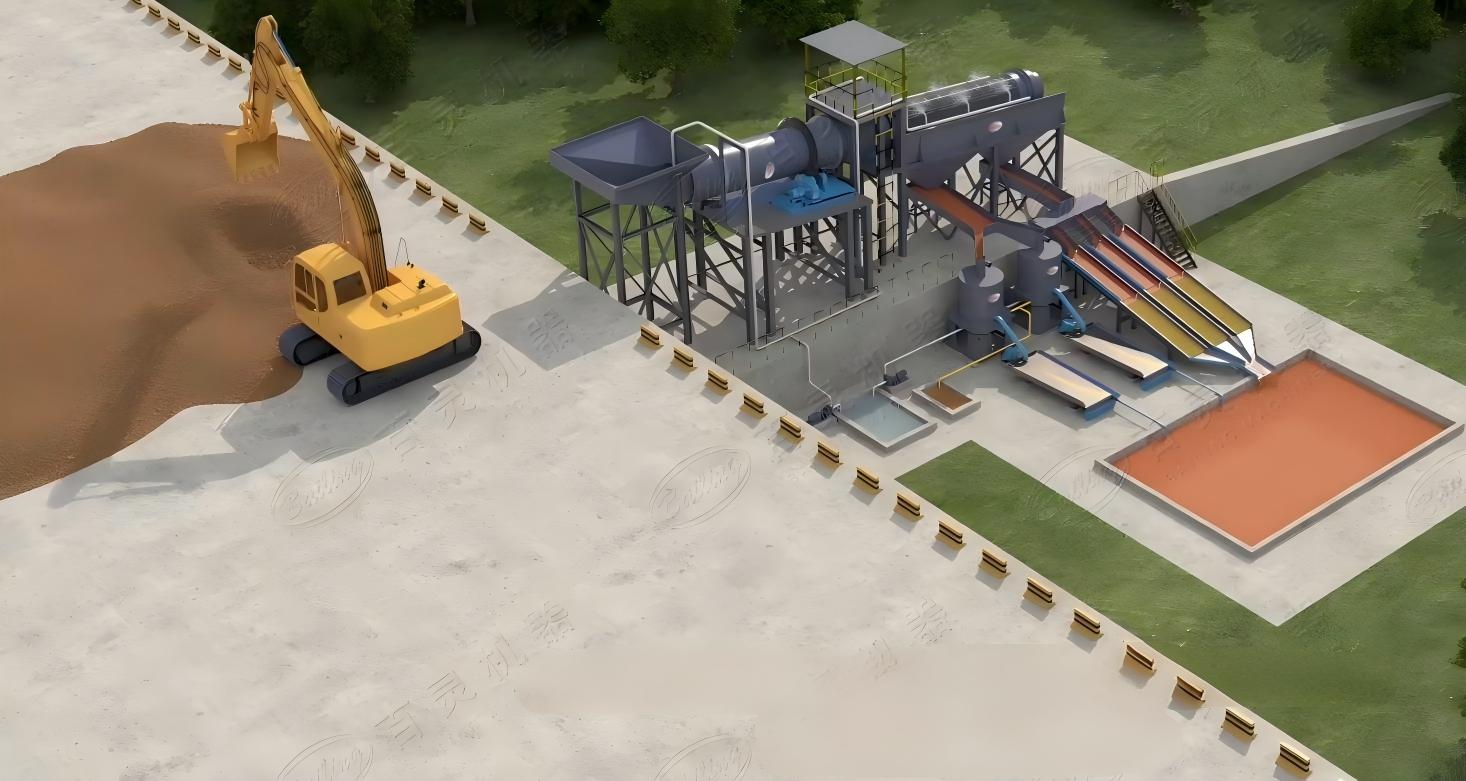
针对矿石特性,设计“两段磨矿-加压氧化预处理-CIP浸出吸附”工艺,核心流程如下:
破碎与两段磨矿
- 原矿经颚式破碎机+圆锥破碎机两段破碎至-15mm;
- 球磨机与螺旋分级机构成闭路磨矿,最终细度-0.045mm占90%,确保金矿物充分单体解离。
加压氧化预处理
- 在高温高压反应釜(温度180℃,压力1.2MPa,氧气分压0.3MPa)中处理矿浆2小时;
- 破坏毒砂和黄铁矿晶体结构,使包裹金暴露,同时将砷转化为稳定砷酸盐,减少后续氰化物消耗。
CIP浸出吸附
- 浸出条件:8级串联浸出槽,氰化钠浓度0.08%,矿浆pH=10.5,浸出时间24小时;
- 炭吸附:采用核桃壳活性炭(碘值≥950mg/g),炭密度20g/L,与矿浆逆流接触,每6小时进行一次炭转移;
- 溶液净化:通过硫化钠沉淀法去除铜、锌等重金属离子,维持浸出液清洁度。
载金炭解吸与电解
- 载金炭经酸洗(3% HCl)和灼烧(650℃)预处理后,进入解吸柱;
- 解吸液采用“Zadra法”(1% NaOH+0.1% NaCN,温度95℃),解吸时间28小时;
- 电积槽回收金,电流密度250A/m²,产出金泥品位93.5%。
实施效果
- 回收率突破性提升:金浸出率从60%提高至94.2%,总回收率达92.8%;
- 成本大幅降低:氰化钠单耗减少35%,吨矿处理成本下降22%;
- 生产效率优化:浸出周期缩短至24小时,设备利用率提升40%;
- 环保合规:砷固化率>99%,废液中砷含量<0.5mg/L,满足国际排放标准。